Nitinol is a shape memory alloy or SMA. Bend nitinol wire, at room temperature, any way you want, then heat it up and watch it go back to its original shape. Sounds like science fiction, doesn’t it? The shape and memory properties of nitinol’s behavior have led to a host of applications for the curious material, many in the medical devices field precisely due to its shape memory function. But what about nitinol memory wire’s unique behavior characteristics make it such an ideal material for medical devices?
The medical market continuously strives to find and develop new materials in order to increase the safety of the patients. One material that have been of a big interest for the medical market is nitinol due to its biocompatible nature and unique properties. It could save a lot of time in surgery as well as increase the safety of the patients.
Our nitinol wire starts from the highest quality nitinol ingot and then is carefully drawn into the desired wire diameters. Through our partnership with Ingpuls Medical, we can produce nitinol wire that leads the industry in quality and precision.
Nitinol and its unique properties was first discovered in 1963 by Buehler et al. . Since then a lot of research on the subject have been carried out and nitinol is today used in several different applications from orthodontic wires and implants to actuators.
Production of nitinol has some limitations due to its extreme cold-work hardening and superelastic and shape-memory properties. The processing of nitinol is therefore preferably a multi-pass process with inter-annealing between each pass to recrystallize the material.
Production methods of Nitinol Wire
Patents and articles have been found that investigates and presents different methods and considerations when cold-working nitinol wires. Key information from the previous work is summarized and presented below.
Preparation
Before the process is started, any black oxide layer left from the melting or previous processing should be removed before the pre-annealing
Raw material
To produce a superelastic wire, a nitinol rod or thicker wire with compositions of between 50.5-51 at% nickel with a balance of titanium and a maximum of other trace-elements in accordance to ASTM F2063 have been used.
Lubricants
During the drawing process the oxide layer will be worn out after the first pass, therefore additional lubricants must be used to prevent wear of dies and the surface of the wire to fracture. MoS2 and oil have showed to be efficient for lubrication. Recommended use of MoS2 is as dry powder solved in water with a density of 1.31 kg/l.
Production process
1.Pre-annealing
Before the drawing a pre-annealing process should be carried out in order to create a thin oxide layer on the surface of the wire. The oxide layer will work as a lubricant in the drawing process. Studies have shown that an oxide layer that is too thick causes cracks on the surface, and therefore the oxide layer should be kept thin.
2.Drawing + inter-annealing
The drawing will be achieved through a multi-pass procedure through monocrystalline dies with inter- annealing in an inert atmosphere. The drawing rates around 60 % have been successful with inter- annealing temperature and time from 600-800 °C for 10-20 minutes.
3.Final drawing
The final drawing rate should be costumized to achieve the desired final properties of superelasticity and dimension. A slightly lower rate than in the previous passes have turned out to be successful.
4.Final annealing
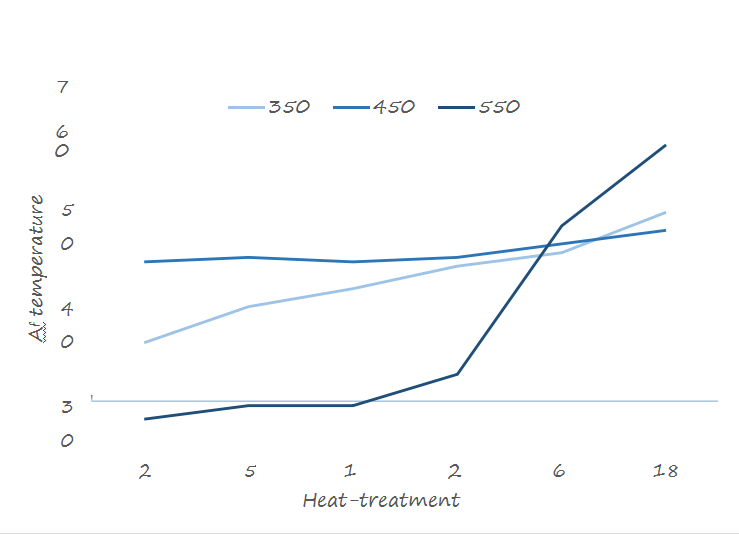
After the final drawing a final annealing from 330-550 °C for 0.5-10 minutes have showed good results in achieving superelastic properties. it can be seen how Af varied depending on final heat-treatment time and temperature on a test where a wire had cold- drawn down to 50% area-reduction. An Af from 10-20 °C can be achieved with a span from t = 2-5 minutes, at T = 350 °C and 20 minutes < t < 60 minutes at T = 550 °C
5.Straightening
The process is preferably finalized with a mechanical straightening in combination with the final annealing in order to create a straight memory. This should be implied with a force of 20-100 MPa
If a linear-elastic nitinol wire is to be preferred, the annealing temperature is around 250 °C with a force of 700-800 MPa.
In order to achieve a higher torqueability which is a desired property in guidewires, the mechanical straightening could be performed with an additional shear strain in the torsional direction.
6.Cleaning
Any residuals of lubricants must be removed after the straightening and final annealing.

Test methods
As discussed above in the property section, the properties is characterized by the stress-strain curve, transformation temperatures (As and Af) and the surface of the wire.
Austenite transformation temperature (As)
The three most important methods of determining the transformations temperature is done by differential scanning calorimeter (DSC) per ASTM F2004 or Bend and Free Recovery (BFR) per ASTM F2082. The mechanical methods are more advantageous for heat-treatments around 450 °C.
In standard F2063, the recommended test method for testing transformation temperature is “F2004 or any other appropriate thermomechanical testing method” which indicates that both F2004 and F2082 are appropriate. According to the ASTM standards F2004 and F2082 that both methods are supposed to result in deformation temperatures.
F2082 is supposed to be a fast and an economical way to achieve transformation temperature, and the result may also differ due to transformation temperature changes as a result of strains. F2004 will provide a rapid method for determining the transformation temperature(s) of nitinol.
Tensile strength
The stress-strain relationship of nitinol is best evaluated using a conventional tensile testing apparatus. ASTM standard F2516 describes tensile testing of nitinol.
Wire surface
The surface of the wire is best evaluated using SEM
Other
Other test equipment found that could evaluate properties of the nitinol wire is Vickers micro- hardness, FEA, rotary bending fatigue testing,To communicate with our team, please contact us.
