Introduction
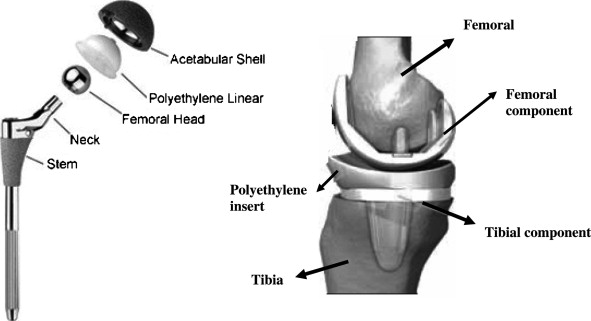
Metallic materials have been widely used as orthopedic and dental implants for decades, as they generally have more suitable mechanical properties to resist medium and long periods of usage. However, the human body is a chemically aggressive environment and sensitive to the toxicity of most metal ions. Thus, the variety of metals that can be used as implants is very restricted. Further, another problem to be solved is the lack of adequate mechanical stimulation around the implanted material, which can result in local bone loss. To avoid compromising the mechanical stability caused by loss of bone mass, the material used must have elastic modulus (E) closer to the value of bone tissue (< 40 GPa).
Commercially pure titanium cp-Ti is a low density, biocompatible, and corrosion-resistant metal; however, its mechanical properties limit its application. Typically, cp-Ti is used for non-load-bearing usages such as dental, maxillofacial, and craniofacial implants, screws, and staples for surgeries8. Pure Nb is biocompatible, has excellent corrosion resistance, and elastic modulus considerably lower than Ti4,6. However, Nb is not used as implants, but as a substitutional element in Ti alloys.
Ti alloys can be classified according to their microstructure as α, super α, α-β, and β. The α and super α alloys do not present significant advantages over Ti-cp. α-β alloys, such as Ti-6Al-4V, have better mechanical properties (fatigue and ultimate tensile strength) compared to Ti-cp and can be used in load-bearing applications such as femoral stem prosthesis. However, the α-β alloys have poor bending ductility, which can cause a premature failure at the neck of the femoral stem, and the use of vanadium (V) and aluminum (Al) has been questioned due to its possible toxicity. β -Ti alloys have advantages such as low elastic modulus, good corrosion resistance, better bending ductility, and biocompatibility compared to Ti-6Al-4V and other α – β alloys. The β alloys are designed to be free of vanadium V, composed of non-toxic elements like Nb and tantalum Ta. In β Ti alloys, Nb acts as a strong β stabilizer. Ti alloys can become completely β at room temperature by adding a percentage above 25% atomic (40% wt.) of Nb.
Binary Ti-xNb alloys (x% wt.) are being studied for application in biomaterials. Ti-xNb alloys (x = 5-25%, and 45% wt.) presented better mechanical properties and similar biocompatibility compared to Ti-cp10,11. Ti-xNb alloys (x = 45 and 50% wt.) showed higher hardness and considerably lower elastic modulus than Ti-cp and Ti-6Al-4V12. It has been shown that the ultimate tensile strength, hardness, yield strength, hydrophilicity, corrosion resistance increase with increasing Nb percentage.
Despite the mechanical and biological characteristics showing improvement with increasing the amount of Nb in Ti-xNb binary alloy, there are practically no studies with percentages higher than 50% wt. of Nb. The main reasons, according to the literature, are that Nb is a rare metal with a high melting point, which would make the alloy production process expensive. However, Nb production is high due to Brazilian deposits that extract more than 90% of Nb’s total world production. Brazil produced 8×104 Ton/year (2015-2018) of Nb, and in 2019 the production reached 11×104 Ton. Comparatively, the world production of vanadium V was 7.3×104 Ton in 2019. That is, currently, Nb is not a rare metal. Thus, the present study aimed to produce Ti-xNb alloys with high Nb percentages (x=50, 80, 90% wt.) and to evaluate the mechanical properties, corrosion resistance, and cell viability for application in biomedical implants.
Materials and Methods
Production of Ti-xNb alloys (x = 50%, 80% and 90% wt.)
The materials used to produce the alloys were commercially pure titanium grade 2, with 99.7% purity, and niobium with 99.8% purity. The metal masses were measured by an analytical scale to obtain the alloys with 50%, 80%, and 90% weight of Nb. Ti-Nb alloys were melted in an arc-furnace, with a water-cooled copper crucible, non-consumable tungsten electrode, and a controlled argon atmosphere. The raw materials, Ti and Nb, were melted 5 times to ensure good homogeneity. The melting procedure was carried out in a vacuum of 10-2 mBar to remove impurities from the atmosphere. After melting, a homogenization heat treatment was carried out to relieve the residual internal stresses from the fusion. The alloys were heat-treated in an ultra-high vacuum for 24 hours at 1000°C.
Surface preparation
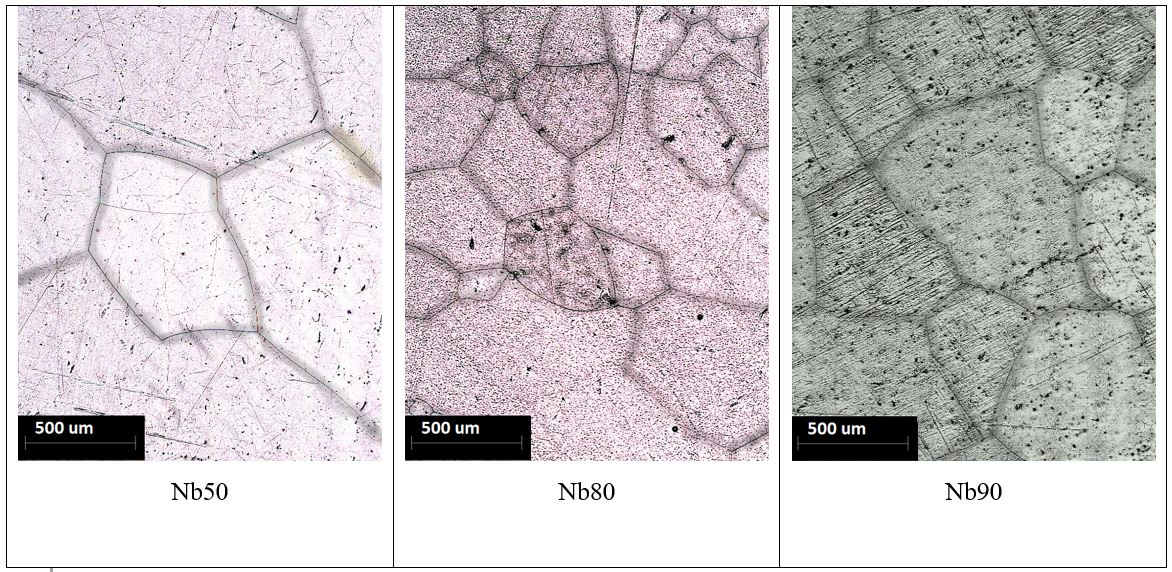
The Ti-xNb ingots (x = 50%, 80% and 90%) were cut by Wire EDM (electrical discharge machining), followed by polishing sequentially with 220, 320, 360, 600, 1000, 1200, and 2000 (grit size) sandpaper. The metals and binary alloys were then polished with colloidal silica solution diluted in hydrogen peroxide (15% vol. H2O2). cp-Ti and pure Nb plates were also used to compare the Ti-xNb alloy’s performance and were prepared using the same surface preparation procedure applied to the alloys. The alloys were named Nb50 (Ti50Nb), Nb80 (Ti80Nb), and Nb90 (Ti90Nb).
Properties applicable to bone implants
Titanium-Niobium binary alloys were produced in the Nb proportions of 50% (Nb50), 80% (Nb80), and 90% (Nb90) by weight for application in the field of orthopedic and orthodontic implants. The binary alloys were compared with the pure metals of the alloy (Nb and Ti) and the results were:
XRD spectra showed only the cubic crystalline phase formation for all alloys.
All alloys and Nb presented better values of elastic modulus for use in implants when compared to Ti. Among the Ti alloys, the Nb50 demonstrated the best value of elastic modulus and the highest hardness.
All alloys and Nb showed lower corrosion rates than Ti in PBS solution. The Nb50 and Nb80 alloys showed the lowest corrosion rates and more efficient protective oxide layers.
The number of cells attached presented a direct relation to the surface hydrophilicity. Regarding roughness, no relation was detected between surface roughness and density of adhered cells or wettability. ratios by weight of Ti/Nb ~ 1 tend to present optimal characteristics for application in osseous implants.
